

Vad är svetseffekt för kylflänsen?
Svetsningen har varit en viktig process för värmerörsradiatorn, eller så kan vi säga kylflänsmodulen, dess egenskaper som hög effekt, pålitlig kylfunktion och hållbar under hela livslängden, sådana fördelar har gett svetskylflänsen en bred användning och fungerar som betydande kylanordning för kommunikationsutrustning och större industrimaskiner, värmerören kan vara flexibla i kvantitet för att lägga till fyra, sex eller tio st, svetsningen kan inte bara fixa värmerör, utan kan också vara en roll som transport av värmen ledningsförmåga. Svetslödpastan kan väljas låg temperatur eller medeltemperatur.
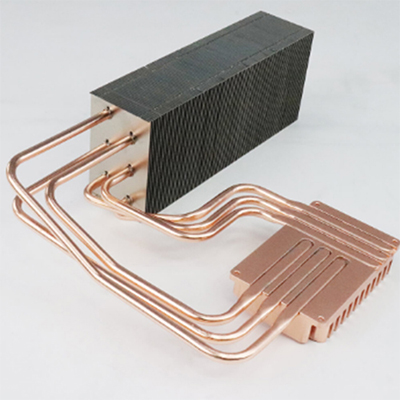
Kopparkylfläns för svetsfördelar enligt följande:
1. Högdensitetsfena, värmeavledningsområde, låg vikt. För lödning av enkel fena kan spåret bearbetas på bottenplattan för att föra in fenan i spåret för svetsning. Densiteten på fenan kan vara upp till 1 mm och höjden kan vara upp till 150 mm.
2. Plattan kan bearbetas på ett komplext sätt och kan bäddas in med värmerör eller ångkammare, vilket kraftigt ökar medeltemperaturen.
3. Ytan på kopparsvets kylfläns kommer inte att oxideras av medeltemperaturbearbetning.
4. Formen för svetsning av kylfläns i koppar är flexibel, som enkelt kan bearbeta, installera hålposition och enhets undvikande position.
5. Låg formkostnad, från mini kylfläns till stor kylfläns kan snabbt massproduceras.
6. Hög tillförlitlighet, har använts i stor utsträckning inom IT-utrustning och kommunikationsutrustning värmeavledning.
7. För ytbehandling kan koppar endast svetsas efter nickelplätering, röd koppar kan svetsas efter rost och oljeborttagning
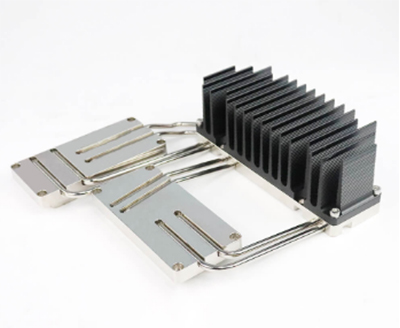
Fenorna kan vara vikta fenor, L-fenor, blixtlåsfenor eller fenor med värmerör, och materialet är vanligtvis AL6063, AL6061, C1100, etc.
Beroende på materialet kan svetskylflänsen delas in i kopparsvets kylfläns, kopparlödning kylfläns, koppar & aluminium komposit löd kylfläns, dragkedjefläns svetsning kylfläns, värmerör lödning kylfläns. Enligt processen kan svetsningskylare delas in i högtemperaturlödning och lågtemperatursvetsning. För medeltemperatur svetsning kylfläns behöver 160-170 grader för att svetsa. Vanligt använda svetsprocess är låg temperatur lödning, låg temperatur svetsning kylfläns temperatur mellan 110-135 grader, i princip ingen deformation, kan process med hög precision bearbetning, kan användas med vilken utrustning som helst.
Vår tekniska tjänst:
Vi erbjuder teknisk service som tillhandahåller den termiska kylningsdesignen och böjningsstrukturen för värmerör, båda kan vi också utvärdera tillgänglighet och produktionskapacitet. Ja, även om det kan behöva verktyg för lödning, vi kan designa billiga och användbara verktyg för produktion, du kan lämna ditt budskap om ditt krav och berätta vad du behöver för dina nuvarande radiatorer, vi tror att mer diskussion kan lösa problem enklare och leda till en lösning. Tack för att du läser!







